Author: Methena / Release Time: 0 / Pageviews:
In the increasingly competitive global food processing industry, the efficient and stable operation of ice cream production lines, along with exceptional product quality control, are core elements for ice cream manufacturers to establish their foothold in the market. METHENA, as a technological pioneer and innovator in the industry, successfully provided a tailored, high-standard production line solution for an ice cream manufacturer in Saudi Arabia, backed by its deep technical expertise and rich practical experience.


WORD VIDEO
1. Project Background
This ice cream manufacturer in Saudi Arabia already had a solid customer base and brand recognition in the local market. However, as market demand surged and competition intensified, several issues with the existing production line became apparent. Production efficiency was low and unable to meet growing demand; the equipment had poor stability, frequently malfunctioning and causing production interruptions; and product quality fluctuated, making it difficult to maintain consistent taste and quality across batches. These issues severely hindered the company’s development and weakened its competitiveness in the market. In this context, METHENA engaged in in-depth communication with the client, fully understanding their production challenges and practical needs, with the goal of providing comprehensive, targeted solutions.


2. Solution
(a) Automation and Intelligent Upgrade
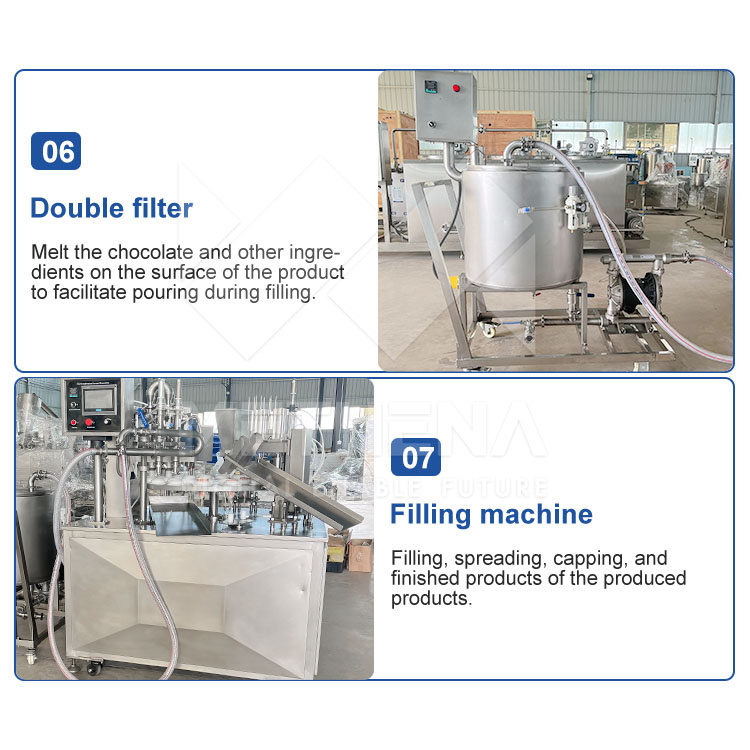
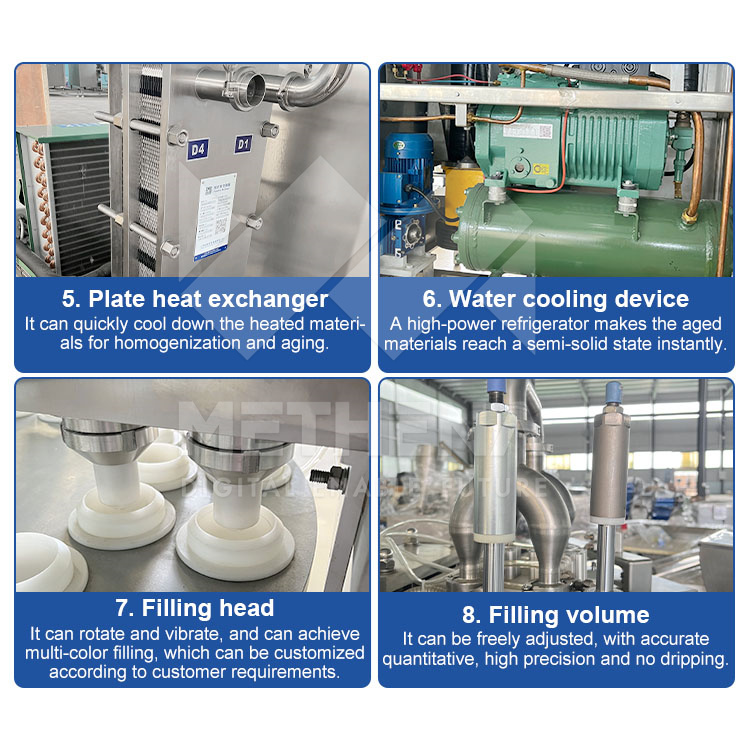
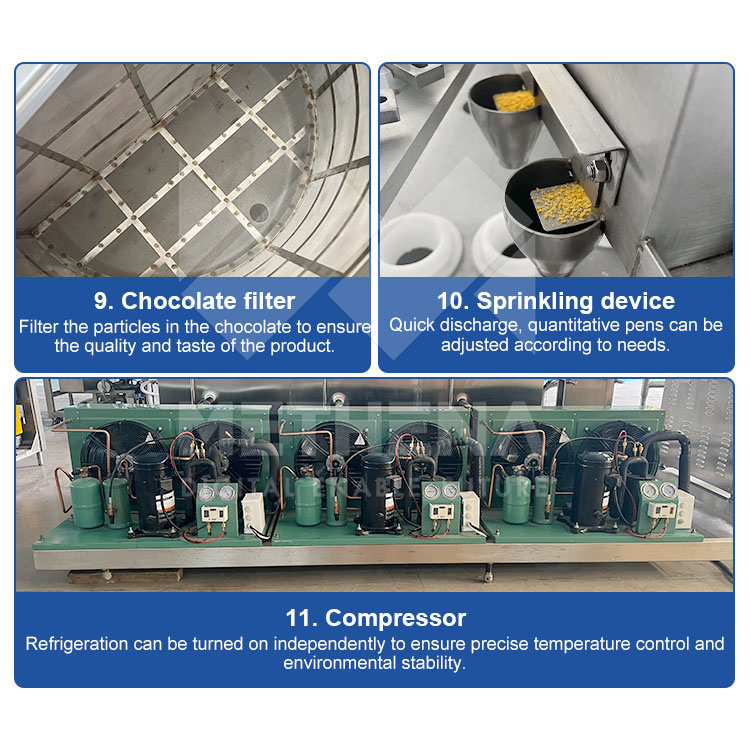
METHENA equipped the client with a series of efficient and stable automated machines, covering every stage of production—from raw material pretreatment and blending to molding and packaging—achieving a high degree of automation and greatly reducing manual intervention. Additionally, we introduced an advanced intelligent control system capable of real-time data collection and analysis, such as temperature, pressure, and flow rate, across key points in the production line. The system adjusts machine settings according to preset parameters, ensuring each production stage operates at its optimal condition, effectively enhancing both efficiency and stability.
(b) Product Quality Assurance System
In terms of product quality assurance, METHENA focused on both equipment design and production processes. The unique equipment design ensures even heating and thorough mixing of the ice cream during production, guaranteeing consistency in texture and taste. Furthermore, we placed significant emphasis on the raw material handling process, employing advanced material screening and purification technologies to ensure purity and freshness. We also strictly controlled the production environment, creating a fully enclosed, dust-free, and sterile workshop to minimize external factors that could impact product quality, thereby ensuring consistently high product standards.
(c) Customized Production Line Design
Considering the specific needs of the Saudi Arabian market and the client’s individual requirements, METHENA designed a customized production line tailored specifically for them. From equipment selection and layout to process optimization, every aspect was designed to align closely with the client’s actual conditions. Additionally, we provided comprehensive technical support and operator training services, ensuring that the client’s staff could efficiently master the operation and maintenance of the equipment, enabling smooth and rapid production line startup and stable operations.

Through the series of technological upgrades and optimizations implemented by METHENA, the Saudi Arabian ice cream manufacturer achieved remarkable results. Production efficiency increased significantly, with output rising by [45]% compared to previous levels, successfully meeting market demand; product quality improved dramatically, with defect rates decreasing from [10]% to [2]%, and the consistency of taste and quality became more stable, gaining high consumer recognition and expanding market share; operating costs were substantially reduced, as improved equipment stability decreased maintenance costs and minimized production downtime losses.
This successful case in the Saudi Arabian market not only solved the client’s current production line technical bottlenecks but also laid a solid foundation for future business expansion and market development. For METHENA, the successful implementation of this project has provided invaluable experience and a breakthrough for further expansion into international markets.
Looking ahead, METHENA will continue to adhere to its philosophy of balancing innovation and service, continually increasing investment in research and development, and exploring new technologies and processes. We are committed to providing global clients with more efficient, environmentally friendly, and intelligent food processing equipment solutions, helping the global food processing industry reach a higher-quality stage of development.